1 前言
不锈钢零件为达到表面质量和加工精度要求,通常采用磨削加工方法。由于不锈钢韧性大、导热系数小、弹性模量小,故在磨削加工中常存在如下问题:
1)砂轮易粘附堵塞;2)加工表面易烧伤;
3)加工硬化现象严重;4)工件易变形。
不难看出,砂轮和磨削液的选择直接影响磨削效率和加工精度。本文对影响粘附堵塞和表面粗糙度的因素进行实验研究。
2 实验条件和方法
试件材料选用1Gr18Ni9Ti,其机械性能:σb=530MPa、σ=40%、硬度HB=187.试件尺寸直径φ50mm、长300mm、φ50外圆表面精车,两端面打中心孔。实验在MGB1420外圆磨床上进行,砂轮为P400×40×203,磨削方式为外圆纵向磨削,为提高试验结果的可靠性,进行重复试验,观察平均效应,消除随机因素的影响,同时尽量保持磨削条件基本不变,通过改变砂轮的粒度、硬度、磨料,更换磨削液、磨削用量来考查对磨削效果的影响。
3 实验结果分析
3.1 砂轮的粒度对粘附率的影响
选用的白刚玉、硬度K、粒度分别为36、46、60、80号的四个砂轮,对试件进行外圆纵向磨削,磨削长度为600mm,检测粘附率,结果如表1所示:
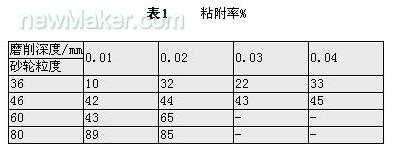
从表1中可以看出,砂轮越细,粘附越严重,这是由于磨粒之间存在着空洞,磨削时切屑可存于空洞中;而砂轮越细,空洞越小,砂轮很快失去容屑空间,造成堵塞。
3.2 砂轮硬度对粘附率的影响
选用磨料为白刚玉、粒度46,硬度分别为H、J、K、L级的砂轮,对试件进行磨削,磨削行程600mm,检测粘附率。结果如表2所示:
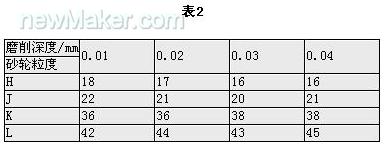
从表2中可以看出,砂轮硬度越高,粘附越严重。这是由于硬度低的砂轮,磨粒在磨削力作用下,易于从砂轮表面脱落,形成新的容屑空间,不易堵塞。
3.3 磨料对粘附率的影响
常用砂轮磨料有白刚玉和绿碳化硅两种,实验表明,两种磨料对粘附率的影响,差别不大,绿碳化硅可稍减轻粘附现象,原因是性脆而锋利。
3.4 磨削液对表面粗糙度的影响
分别使用乳化液三种,无机盐磨削液和油基磨削液,加入硫、氯等极压添加剂,观察加工后工件的表面粗糙度,磨削液的流量为20L/min、磨削行程为600mm,实验结果如表3所示。
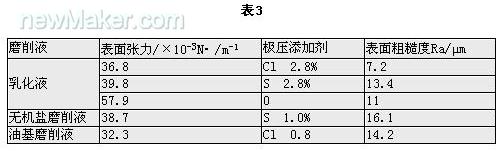
由表3可以看出,表面张力小,含有极压添加剂,磨削获得的表面质量好。合理使用磨削液,能改善散热条件,磨削液能将磨削屑和脱落的磨粒冲掉,同时在金属表面形成油膜,起润滑作用,降低工件表面粗糙度。
3.5 磨削用量对粘附率的影响
工件转速、进给量及磨削深度对加工影响不大,从表1、2也可以看出,磨削深度的改变,对粘附率影响很小。
4 结论
1)磨削不锈钢时,减小砂轮的粘附阻塞是提高磨削效率的重要因素,加工中要经常修整砂轮,保持切削刃的锋利。
2)磨削不锈钢的砂轮选用自锐性好的砂轮是主要目标,一般选用硬度低的砂轮效果好,但也不能选择硬度太低,否则磨粒未磨钝就脱落。推荐选用J级。
3)为减小磨削时砂轮的粘附阻塞,应选用粗粒度的砂轮。粗磨时用36、46号粒度,精磨时选用60号粒度。
4)磨削不锈钢时,采用GC砂轮可提高磨削效率。
5)磨削液选用必须兼顾润滑和清洗两种作用,供给充足,可选用表面张力小,含极压添加剂的乳化液,可获得高的表面质量。
6)磨削用量的选择可根据加工余量确定。
7)实验过程中发现,砂轮的组织和结合剂对不锈钢的磨削过程有一定的影响,目前受实验手段限制,有待进一步研究。